✔ Competitive Pricing ✔ Quality Service ✔ Extensive Stock ✔ Experienced Staff




 01726 828 388
01726 828 388


How to Identify the Morse Taper Size of your Lathe
1 - To fit accessories to your lathe, such as drive centres, live centres, pen mandrels and drill chucks, you will need to know the Morse Taper (MT) size of your head & tail stock spindles.
2 - As a general rule, a lathe will use the same size at both ends.
3 - Almost all hobby and professional woodworking lathes will use either a MT1 or MT2 sized fitting.
4 - This is easily determined by measuring the inside diameter of the spindle.
5 - Dimensions may vary slightly according to the depth of the taper, but should be near to the size stated.
6 - An adapter sleeve is available to convert from MT1 to MT2 - Product Code CH/2MTS



The Background and Technical 'Stuff ' about Morse Tapers (Courtesy of Wikipedia)
The Morse taper was developed by Stephen A. Morse based in New Bedford, Massachusetts, in the mid-1860s. Since then, it has evolved to encompass smaller and larger sizes and has been adopted as a standard by numerous organizations, including the International Organization for Standardization (ISO) as ISO 296 and the German Institute for Standardization (DIN) as DIN 228-1. It is one of the most widely used types, and is particularly common on the shank of taper-shank twist drills and machine reamers, in the spindles of industrial drill presses, and in the tailstocks of lathes. The taper angle of the Morse taper varies somewhat with size but is typically 1.49 degrees (around 3 degrees included).
Some modular orthopedic total hip implants use a Morse taper to mate components together. Similarly, some dental implants use a Morse taper to connect components.
Sizes
Morse tapers come in eight sizes identified by whole numbers between 0 and 7, and one half-size (4 1/2 - very rarely found, and not shown in the table). Often the designation is abbreviated as MT followed by a digit, for example a Morse taper number 4 would be MT4. The MT2 taper is the size most often found in drill presses up to 1⁄2" capacity. Stub (short) versions, the same taper angle but a little over half the usual length, are occasionally encountered for the whole number sizes from 1 through 5. There are standards for these, which among other things are sometimes used in lathe head stocks to preserve a larger spindle through-hole.
End types
Morse tapers are of the self-holding variety, and can have three types of ends:
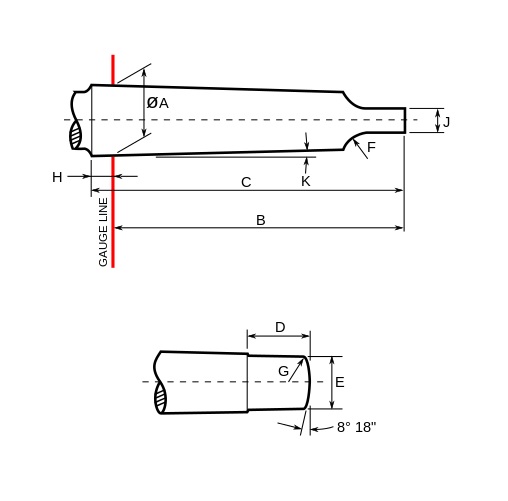
1 - tang (illustrated) to facilitate removal with a drift
2 - threaded to be held in place with a drawbar
3 - flat (no tang or threaded section)
Self-holding tapers rely on a heavy preponderance of axial load over radial load to transmit high torques. Problems may arise using large drills in relation to the shank, if the pilot hole is too large. The threaded style is essential for any sideloading, particularly milling. The only exception is that such unfavourable situations can be simulated to remove a jammed shank. Permitting chatter will help release the grip. The acute (narrow) taper angle can result in such jamming with heavy axial loads, or over long periods.
End-milling cutters with a Morse taper shank with a tang are occasionally seen: for security these must be used with a C-collar or similar, fitting into the neck between cutter and shank, and pulling back against the large end of the taper
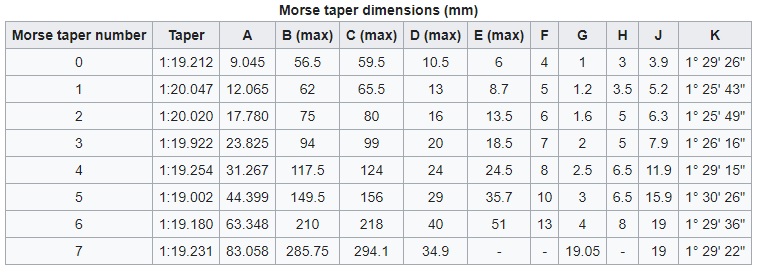
The taper itself is roughly 5/8" per foot, but exact ratios and dimensions for the various sizes of tang type tapers are given below.
Morse Taper Dimensions